

would forge it thick and grind it thin. ..."
Eine Faustregel aus dem angelsächsichen, die ich einem YT-Video entnommen habe. Heißt auf deutsch übersetzt: Wer eine gute Schneide haben will, muss sie dick schmieden und dünn schleifen. Hintergrund laut Youtuber unter anderen die Entkohlung bei zu langem Schmieden, und natürlich der Verzug von dünnen Schneiden bei Härten (nicht nur Messer, sondern auch Beile, Dechsel etc.). Bitte eure Meinungen dazu! Ich persönlich hab die besten Erfahrungen (also den kleinsten Verzug) mit San-Mai-Klingen, die ja erst nach dem Härten geschliffen werden. Freue mich auf rege Diskussion :)
[Klingendicke vor dem Schleifen] "...He who would a good edge win...
[Klingendicke vor dem Schleifen] "...He who would a good edge win...
28 January 2019 at 07:21
Last edit: 1 February 2019 at 10:14,
Benedikt P.

28 January 2019 at 08:36

Moin!
Dick bzw dünn sind ja eher relative Begriffe.
Den Ansatz kann ich wohl nachvollziehen, würde ihn aber nicht komplett unterschreiben. Im Wesentlichen hängt das Ergebnis und das zugrundeliegende Problem mit der Feuerführung und der gezielten Steuerung der Wärme zusammen. Dickere Klingen verzeihen eher schlechte Feuerführung , bzw man kann die versaute Oberfläche durch Schleifen noch retten. Dünnere Klingen schmiede ich immer nur bei mittlerer Temperatur, und lasse sie keinen Moment länger im Feuer als nötig. Reduziert Entkohlung, gibt weniger Abbrand/Narben und keine Anschmelzungen ("Perlenbildung"). Ein moderat eingestelltes Gasfeuer ist dann meine Wahl, allein schon weil da die Verzunderung in der sauerstoffarmen Brennkammer sehr gering ist. Wenn es nicht so drauf ankommt oder eh noch viel geschliffen werden soll dann ist das (bis zu einem bestimmten Grad) zweitrangig.
Das ist aber nur meine ganz persönliche Erfahrung.
Und für mich liegt die Kunst beim Schmieden u.a.darin, die entgültige Form des Werkstücks so weit wie möglich mit dem Hammer rauszuarbeiten, das Schleifen also so gering wie möglich zu halten. Bei Damast mag das evtl nicht gehen bei vielen Werkzeugen sehr wohl.
Gruß Thorkell
Dick bzw dünn sind ja eher relative Begriffe.
Den Ansatz kann ich wohl nachvollziehen, würde ihn aber nicht komplett unterschreiben. Im Wesentlichen hängt das Ergebnis und das zugrundeliegende Problem mit der Feuerführung und der gezielten Steuerung der Wärme zusammen. Dickere Klingen verzeihen eher schlechte Feuerführung , bzw man kann die versaute Oberfläche durch Schleifen noch retten. Dünnere Klingen schmiede ich immer nur bei mittlerer Temperatur, und lasse sie keinen Moment länger im Feuer als nötig. Reduziert Entkohlung, gibt weniger Abbrand/Narben und keine Anschmelzungen ("Perlenbildung"). Ein moderat eingestelltes Gasfeuer ist dann meine Wahl, allein schon weil da die Verzunderung in der sauerstoffarmen Brennkammer sehr gering ist. Wenn es nicht so drauf ankommt oder eh noch viel geschliffen werden soll dann ist das (bis zu einem bestimmten Grad) zweitrangig.
Das ist aber nur meine ganz persönliche Erfahrung.
Und für mich liegt die Kunst beim Schmieden u.a.darin, die entgültige Form des Werkstücks so weit wie möglich mit dem Hammer rauszuarbeiten, das Schleifen also so gering wie möglich zu halten. Bei Damast mag das evtl nicht gehen bei vielen Werkzeugen sehr wohl.
Gruß Thorkell
Last edit: 28 January 2019 at 08:40,
Thomas Diedler
28 January 2019 at 10:20
Thorekell, ich gebe Dir teilweise recht. Sicherlich ist es auch mein Ansinnen, Dinge so nach wie möglich an die Endform ranzuschmieden. Ich habe aber die Erfahrung gemacht, dass gewisse Querschnitt und/oder Werkstoffe das nicht zulassen (Verzug beim Härten). Mit anderen geht das wiederrum wunderbar. Insbesondere beim San-Mai habe ich hier die besten Erfahrungen gemacht. Klar, Damast muss geschliffen werden, damit erst das Muster sichtbar wird. Aber auch bei Äxten mir eingeschweißter Schneidlage halt ich es für optimal, die Schneide nicht zu dünn auszuschmieden, und dann zu schleifen. Sonst läufst du Gefahr, dass in der Schneide zu viel vom Baustahl beteiligt ist.
Das mit der Entkohlung betrifft sicherlich hauptsächlich die Verwendung von Kohlefeuern. Bei einer Gasesse kann ich die Flamme ja auf den Punkt einstellen, was zumindest dieses Argument aushebelt. Ist die Frage, wer so große Gasfeuer hat, dass er Äxte drin Schmieden kann.
Das mit der Entkohlung betrifft sicherlich hauptsächlich die Verwendung von Kohlefeuern. Bei einer Gasesse kann ich die Flamme ja auf den Punkt einstellen, was zumindest dieses Argument aushebelt. Ist die Frage, wer so große Gasfeuer hat, dass er Äxte drin Schmieden kann.
28 January 2019 at 11:23
Hi Christian,
damit hast du deine Frage ja im Grunde schon selber beantwortet. Es hängt also von mehreren Faktoren ab, was mehr Sinn macht. Die Faustregel verliert damit zusehens ihre Allgemeingültigkeit.
Und meine Gasesse aus einer 11kg-Flasche hat eine Luke mit knapp 14cm Weite. Da erwärme ich problemlos Äxte drin.
damit hast du deine Frage ja im Grunde schon selber beantwortet. Es hängt also von mehreren Faktoren ab, was mehr Sinn macht. Die Faustregel verliert damit zusehens ihre Allgemeingültigkeit.
Und meine Gasesse aus einer 11kg-Flasche hat eine Luke mit knapp 14cm Weite. Da erwärme ich problemlos Äxte drin.

28 January 2019 at 12:52

Naja das verzug beim härten auftritt ist ja eigentlich normal. Ich mache ja fast ausschließlich Damastklingen in 25 cm mit einer Dicke von rund 1,5-1,8 mm. Also schon eine recht anspruchsvolle Geschichte. Schleifen muß ich ca 0,7 mm je Seite um den Zunder und Einschlüsse loszuwerden.
Alles geschieht bei mir im Kohlefeuer sowohl schmieden als auch härten. Letzte Woche habe ich ein Kontrollstück in 20/20/2 mm zum Labor geschickt zum messen. Die Kollegen haben dabei dicke Backen gemacht die Probe war mit 65 HRC Rockwell im Mittel mehr als zufriedenstellend.
Einige Stellen wiesen Härten von 67 HRC auf. Da kann eigentlich nicht viel entkohlt eher das gegenteil ( Aufkohlung) denke ist entstanden. Ich habe festgestellt die Feuerführung ist eines der Wichtigsten Punkte beim Schmieden. Feuerschweißungen müssen ja nun mal bis an die Schmerzgrenze erhitzt werden um so genauer muß dann die umwandlung und Durchwalkung des Stahls sein. Spannungsarmglühen und langsame abkühlung ist natürlich auch Bestandteil des Schmiedens. Wenn man diese Parameter einhält klappt das mit dem Verzug auch bei den Dünnen Klingen.
Bei Klingen um die 2,5 mm Dicke mache ich die Härtung aus dem Handgelenk und habe zu 99% keinen Verzug den Rest richte ich sofort nach dem Härten ohne Probleme.
Als Stahl nehme ich den 1.2842 & 1.2767 für mich die beste Kombi zum Damast machen.
Schwingt den Hammer!
Gruß Martin
Gruß Martin
Last edit: 28 January 2019 at 12:55,
Martin
28 January 2019 at 16:43
Auch ein Kohlefeuer kann man sehr gut einstellen. Ich arbeite mit dem Grundsatz "so viel Luft wie nötig" und ggf. auch mit einer "umgekehrten Feuerführung". Das Feuer während ich Schmied höher drehen, wenn ich erwärme die Luft runterdrosseln... so hat man eine recht reduzierende Feuerführung.
Ich schmiede soweit wie möglich runter und wie es der Kunde wünscht. Bis jetzt hat das eigentlich immer recht gut geklappt.
Gruß
Lutz
Es ist sinnlos zu sagen: Wir tun unser Bestes. Es muss dir gelingen, das zu tun, was erforderlich ist.
28 January 2019 at 18:19
Es ist eigentlich sinnvoll so nah an die Endform hernzuschmieden wie irgend möglich. (Ich hasse die Schleifmaschinen, den Krach und den Gestank beim Schleifen!!!)Ich schmiede oft und viele Meißel aus. die sind vom Verzug her sowieso recht unproblematisch. Selbst Spatmeißel machen wenig zicken. Werkzeuge im allgemeinen machen wenig Probleme bei der Härtung. Aus meinen ersten "Gehversuchen" bei Messern kann ich mich aber noch gut daran erinnern, dass ich "Bananen" produziert habe durch falsches eintauchen ins Wasser/Öl. Heute ist das weniger problematisch man hat so seine Erfahrungen und Tricks auch aus krummen Sachen wieder gerade zu machen. Viele Schritte wie sie die "Highend Messerfuzzis" immer abspulen wie nochmal Normal- oder Spannungsarmglühen etc. mache ich fast nie. Ich mache ja auch kein "Highend". Eine Axt nachzuschmieden oder Spaltkeile abrichten kostet um die 8-15€. Bei weiteren Energiekosten ist nix mehr verdient. Wobei viele Kunden sogar neue Meißel bei mir härten lassen, weil sie dann länger halten als direktt frisch aus der Fabrik. Also scheine ich das ein oder andere richtig zu machen. Im Endeffekt mache ich alles nur so wie ich es über die Jahre bei Kollegen und Chefs aufgeschnappt habe und immer auch gleich den Bewis live und in Farbe hatte, dass es funktioniert. Oft blieb die Frage wegen dem "Warum?" auf der Strecke... Die Antwort war nämlich vorprogrammiert: Es funktioniert!
Ich schmiede alles in meiner Werkstatt mit der Kohlenesse und verwende handelsübliche Fettnusskohle. Auf Schmiedetreffen und in vielen Workshops sehe ich regelmäßig Leute die Ihr Feuer nicht im Griff haben. Ich denke, dass hier bei den meisten gepaart mt falschem eintauchen das Problem liegt zum extremen Verzug. Ein weiterer Punkt ist bei vielen auch das "streicheln" des Materials. Durch die zu geringe Umformung sind Spannungen schon vorprogrammiert. Die müssen ja irgendwan wieder abgebaut werden.
Ich halte auf alle Fälle nix vom möglichst "dick" lassen. Ne geringe Bearbeitungszugabe ist ja OK. Zunder- oder Hammernarben sollten halt nicht zu tief sein.
Ich bin Schmied, kein Zerspanungsmechaniker.
(In der Schweißerausbildung hieß es immer: die schlechten Schweißer können am besten mit dem Winkelschleifer umgehen. Ob es da Parallelen zu den Schmieden gibt?)
Gruß
Oli
Last edit: 28 January 2019 at 19:02
29 January 2019 at 12:28
Viele hier wissen das ich kein Messerfan bin, der Oli hat Vergleiche zum Werkzeugschmieden angerissen und seine Beobachtungen der falschen Feuerführung kann ich nur bestätigen.
Oft wird auch mit zu vielen Hitzen gearbeitet und der Stahl dadurch geschädigt, auch und gerade im Gasfeuer.
Was ich oft beobachte ist daß die wertvolle Zeit der Hitze durch zu langsames herausnehmen aus dem Feuer verschwendet wird
bis das Werkstück endlich auf dem Amboß liegt....dann erst beginnen wohl einige sich Gedanken zu machen wie die Hammerschläge gesetzt werden sollen.
Wenn dann eeeeeendlich mit dem Schmieden begonnen wird kann man oft viiiel zu leichte und zu langsame Hammerschläge auf das Werkstück beobachten....das Werkstück ist dann eigentlich schon wieder zu kalt zum schmieden.
Jetzt sind wir beim eigentlichen Thema, der geübte und schnelle Schmied wird erfolgreich sein bei dem Versuch nahe an die Endform heran zu schmieden, der ungeübte Schmied wird scheitern und sein Werkstück dadurch zerstören weil bei kleineren Querschnitten das Werkstück erst gar nicht mehr bei Schmiedetemeratur auf den Amboß kommt und zu viele Hitzen schädigen den Stahl und ein richtiges Härten wird unmöglich weil alles schon hinüber ist
Sicher ist es jedem freigestellt sich an Messer Axt und Co zu versuchen, auch wenn die handwerklichen Fertigkeiten noch nicht genügend "antrainiert" sind.
Bestimmt mögen einige der vielen Videos die man im Netz findet wertvolle Informationen liefern die richtig umgesetzt auch zum Erfolg führen können.
Auf Schmiedetreffen habe ich schon beobachtet das jemand der es nicht geschafft hat eine Spitze an ein Rundeisen zu schmieden einem Kollegen Ratschläge über die Herstellung von hochwertigen Messern gegeben hat.
Schmieden lernt man am Amboß
Last edit: 29 January 2019 at 13:15

29 January 2019 at 18:18

bis das Werkstück endlich auf dem Amboß liegt....dann erst beginnen wohl einige sich Gedanken zu machen wie die Hammerschläge gesetzt werden sollen.
Du hast es exakt so beschrieben, wie es auch mir in der Anfangszeit ergangen ist. Der Stahl hat geglüht dann erst probierte ich die Zange anzusetzen und auf dem Amboss mußte ich erst überlegen was ich eigentlich wollte. Dann war das Eisen zu kalt und es wurde trotzdem draufgehämmert.
Aber um sowas halbwegs richig zu machen helfen Videos kaum. Besonders wenn einer dämlich grinsend allles im Zeitraffer zeigt am besten noch mit haarsträubender Musik unterlegt.
Dann doch lieber die Zeit nicht mit Videos vergeuden sonder lieber am Amboss üben. Fehlschläge gehören bei jedem Neuling auf allen Gebieten dazu. Nur sollte man dann nicht aufgeben, sonder sich Gedanken machen wie man es nächstes mal besser hinbekommt.
Sowas nennt sich Geduld.
Volker

29 January 2019 at 21:01

...also ich muss leider zugeben, dass auch ich mich in einigen Passagen aus Volkers Ausführungen wiedererkennen kann.
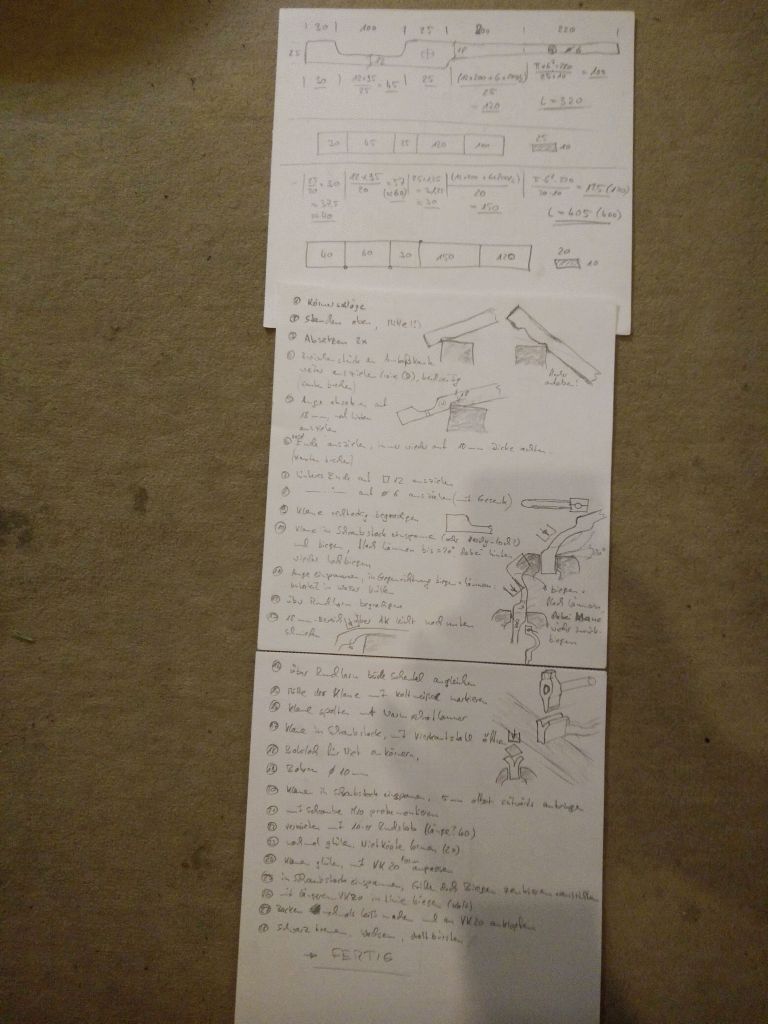
Um zu lange Denkpausen am Amboss zu vermeiden, habe ich die Videos runtergeladen und habe beim Schmieden komplizierterer Teile immer meinen Laptop dabei. Manchmal mache ich auch Standbilder, die ich dann zu einer Schritt-für-Schritt-Anleitung in einem Word-Dokument zusammenstelle.
Oder ich mach' ganz Old-School-mäßig Bleistift-Handskizzen vom Schmiedeablauf:
Last edit: 29 January 2019 at 21:03,
Klopfer

29 January 2019 at 21:06

"Dann doch lieber die Zeit nicht mit Videos vergeuden sonder lieber am Amboss üben."
Ich seh das nur bedingt so. Ich hab mir so manche Inspiration per Video geholt und abkupfernder Weise nachgemacht.
Ohne einen Kurs besucht zu haben hab ich für meine bescheidenen Verhältnisse und für meine Begriffe ein paar einigermaßen akzeptable Ergebnisse erreicht. Für mich also auf alle Fälle besser als ohne Anleitung einfach drauf loszuhämmern.
Ich seh das nur bedingt so. Ich hab mir so manche Inspiration per Video geholt und abkupfernder Weise nachgemacht.
Ohne einen Kurs besucht zu haben hab ich für meine bescheidenen Verhältnisse und für meine Begriffe ein paar einigermaßen akzeptable Ergebnisse erreicht. Für mich also auf alle Fälle besser als ohne Anleitung einfach drauf loszuhämmern.
Unikate müssen nicht zwingend schön sein, nur einzigartig.
29 January 2019 at 21:52
...wenn man keinen Plan hat, muss man einen Plan klauen - oder sich einen Plan machen.
Ich hab schon mal den Plan für die abgefahrene Damast-Axt vom Alec Steele zu Papier gebracht. Nicht, dass ich die morgen oder übermorgen schmieden will - aber man muss vorbereitet sein, wenn man dann mal soweit ist, dass man einen Plan vom Schmieden hat....
Vielleicht fang' ich auch erst mal im Maßstab 1:2 an, weil, der Bär von meinem "Powerhammer" hat nur 1,5 kg - und hängt an meinem Arm...

1 February 2019 at 06:43
Das ist man mal ein paar Tage dienstlich unterwegs und schon verselbständigt sich das Thema. Aber das ist auch gut so! Hierzu eine Erkenntnis der Kybernetik: "Systeme werden durch Regelprozesse gesteuert. Negative Rückkopplung stabilisiert, beruhigt,
harmonisiert. Positive Rückkopplung schaukelt auf, erregt, beschleunigt. Natürliche stabile Systeme enthalten stets überwiegende Anteile von negativen Rückkopplungen." Danke für eure Meinungen!
Ich denke, Simon fast es mit
schon recht genau zusammen.
@unsel
Das wäre aber langweilig. Im Grunde sollte ja die Kunst der Überschirft darin bestehen, die Leute zu motivieren, das Thema zu lesen. Ich bin da ganz ehrlich, ich lese nicht jeden Beitrag im Forum, sondern sortiere nach interessant oder nicht. Dazu ist meine Zeit einfach zu wertvoll. Im Text selber sollte ja alles verständlich erläutert worden sein. Mal abgesehen davon, dass ich bereits vor 15 Jahren beim Studienbeginn glernt habe, dass Englisch schon lange keine Fremdsprache mehr ist. Und das hat sich schon lange bewahrheitet.
harmonisiert. Positive Rückkopplung schaukelt auf, erregt, beschleunigt. Natürliche stabile Systeme enthalten stets überwiegende Anteile von negativen Rückkopplungen." Danke für eure Meinungen!
Ich denke, Simon fast es mit
an der Sache ist selbstverständlich etwas dran, aber die Sache mit dem "dick" sollte man nur so viel wie nötig machen - meine Meinung
schon recht genau zusammen.
@unsel
Wie wärs denn mal wieder mit einer Überschrift in der Deutschen Sprache!!!?
Das wäre aber langweilig. Im Grunde sollte ja die Kunst der Überschirft darin bestehen, die Leute zu motivieren, das Thema zu lesen. Ich bin da ganz ehrlich, ich lese nicht jeden Beitrag im Forum, sondern sortiere nach interessant oder nicht. Dazu ist meine Zeit einfach zu wertvoll. Im Text selber sollte ja alles verständlich erläutert worden sein. Mal abgesehen davon, dass ich bereits vor 15 Jahren beim Studienbeginn glernt habe, dass Englisch schon lange keine Fremdsprache mehr ist. Und das hat sich schon lange bewahrheitet.