

Danke Rom!!!
Grüße nach Letzebuerg!
Freddie
(der Dich immer nochmal besuchen will.......)
Suche
Re: Stahl traditionell Härten&Anlassen
20. August 2015 um 18:44
I´d rather have a crooked knife than a broken one...
Freddie
www.dermesserschmied.de
www.messerschmiedekurs.info
www.schmiedemarke.de
Freddie
www.dermesserschmied.de
www.messerschmiedekurs.info
www.schmiedemarke.de
Re: Damast bohren?
16. August 2015 um 19:41
Hi Klaeus,
ich lege die Klingen in ein vorne und hinten offenes, aber in der Länge der Tiefe des Brennraumes entsprechendes Quadratrohr.
Das Rohr sorgt für eine gleichmässigere Wärmeverteilung und verhindert punktuelle Erhitzung durch die evtl. direkt auftreffende Brennerflamme.
Die Gasesse wird vorn und hinten mit Schamottesteinen zu gestellt.
Freddie
ich lege die Klingen in ein vorne und hinten offenes, aber in der Länge der Tiefe des Brennraumes entsprechendes Quadratrohr.
Das Rohr sorgt für eine gleichmässigere Wärmeverteilung und verhindert punktuelle Erhitzung durch die evtl. direkt auftreffende Brennerflamme.
Die Gasesse wird vorn und hinten mit Schamottesteinen zu gestellt.
Freddie
I´d rather have a crooked knife than a broken one...
Freddie
www.dermesserschmied.de
www.messerschmiedekurs.info
www.schmiedemarke.de
Freddie
www.dermesserschmied.de
www.messerschmiedekurs.info
www.schmiedemarke.de
Re: Damast bohren?
8. August 2015 um 13:13
Hallo Leutz,
ich hol mal den Titel wieder aus der Versenkung....
Zu den verwendeten Materialien, ich rede hier von Damast aus 90MnCrV8 und 75Ni8, bzw die einzelnen Komponenten, sowie 1.2210 und 1.3505
In meinen Messerschmiedekursen habe ich jedesmal die Aufgabe Löcher in Flacherlklingen zu bohren...
...nach dem Schmieden lege ich die Klingen in einem Stahlrohr in meine Gasesse, wärme auf rund 800 - 900°C schalte das Gas ab und verschliesse die Esse. nach einer halben Stunge mach ich vorne auf und nach einer weiteren hinten. Nach weiteren 30 Minuten nehm ich das Stahlrohr mit den Klingen heraus und lege es auf die Esse. Nochmals 15 Minuten später kommen die Klingen ins Wasser. Nun sind Klingen weich, gehen problemlos zu bohren, feilen,usw.
Wenn die Klingen dann fertig bearbeitet und gehärtet sind liege ich nach dem Anlassen bei 60 - 62 HRC.
Freddie
ich hol mal den Titel wieder aus der Versenkung....
Zu den verwendeten Materialien, ich rede hier von Damast aus 90MnCrV8 und 75Ni8, bzw die einzelnen Komponenten, sowie 1.2210 und 1.3505
In meinen Messerschmiedekursen habe ich jedesmal die Aufgabe Löcher in Flacherlklingen zu bohren...
...nach dem Schmieden lege ich die Klingen in einem Stahlrohr in meine Gasesse, wärme auf rund 800 - 900°C schalte das Gas ab und verschliesse die Esse. nach einer halben Stunge mach ich vorne auf und nach einer weiteren hinten. Nach weiteren 30 Minuten nehm ich das Stahlrohr mit den Klingen heraus und lege es auf die Esse. Nochmals 15 Minuten später kommen die Klingen ins Wasser. Nun sind Klingen weich, gehen problemlos zu bohren, feilen,usw.
Wenn die Klingen dann fertig bearbeitet und gehärtet sind liege ich nach dem Anlassen bei 60 - 62 HRC.
Freddie
I´d rather have a crooked knife than a broken one...
Freddie
www.dermesserschmied.de
www.messerschmiedekurs.info
www.schmiedemarke.de
Freddie
www.dermesserschmied.de
www.messerschmiedekurs.info
www.schmiedemarke.de
Re: erste Versuche
8. August 2015 um 08:48
Hi Klaus,
ich will hier nicht als Oberlehrer auftreten, aber zum Thema Damast:
Ich weiß nicht, wie Deine schmiedetechnischen Erfahrungen sind und ich will Dir auch nicht zu nahe treten. Ein gut gemeinter Rat: lerne erst Laufen, dann Fliegen!
Zum Arbeitsablauf beim Damastschmieden:
Um zu vermeiden, dass sich zu viele Schweißfehler ins Material einschleichen, kannst Du auch vor jeder neuen Faltung das Material an den zu schweißenden Flächen mit dem Winkelschleifer und einer groben Topfscheibe blankschleifen, dabei aber keine Dellen oder Vertiefungen einschleifen, lieber ganz leicht ballig.
Temperaturen:
Vergiss beim Damast alles was hier zum Thema Quarzsand gesagt wurde, nicht dass es falsch wäre, sondern eher weil dieser Weg nicht für Damast aus Werkzeugstählen bestimmt ist!!!
Werkzeugstähle wie 1.2842 o.ä. schweißen schon bei Temperatuern unter 1000°C! Quarzsand schmiltzt aber erst bei 1700°C, da ist Dein Werkzeugstahl schon lange im Tal der Helden.....
Borax schmilzt bereits ab einer Temperatur von 650°C in seiner anhydriden Form, die ich Dir zum Feuerschweißen ans Herz lege. Anhydridem Borax wurde durch Erhitzen über 400°C sein Kristallwasser-Anteil entzogen, dadurch bläht er sich nicht mehr auf wenn man ihn auf heiße Oberflächen streut, sondern er schmiltzt sofort.
Borax sorgt durch seine Schmelze für Luftabschluß zwischen den einzelnen Lagen und hat durch seine sehr hohe Affinität zu Sauerstoff reduzierende Wirkung auf Metalloberflächen, grob gesagt wird dadurch Metalloxiden wieder der Sauerstoff entzogen. Dies ist der Hauptgrund für die Verwendung von Borax.
Leider ist seit dem 1. Juni 2009 die Abgabe von Borax an Privatpersonen untersagt, da er als fruchtschädigend eingestuft wurde.
Falls Du mehr wissen willst, kontaktiere mich gerne über eine PN, vielleicht kann man ja auch mal telefonieren...
Freddie
ich will hier nicht als Oberlehrer auftreten, aber zum Thema Damast:
Ich weiß nicht, wie Deine schmiedetechnischen Erfahrungen sind und ich will Dir auch nicht zu nahe treten. Ein gut gemeinter Rat: lerne erst Laufen, dann Fliegen!
Zum Arbeitsablauf beim Damastschmieden:
- Material abwechselnd mit planer und vorallem blanker Oberfläche aufeinander schichten,
- auf einer Seite heften und
- ein Stück Flachmaterial als Handgriff anschweißen
- ab ins Feuer und auf dunkelrot wärmen
- auf alle Seiten Borax daraufgeben (so dass die Oberfläche komplett und gut benetzt wird aber nicht löffelweise, wie es gerne in Videos aus den USA zu sehen ist) und zurück ins Feuer
- nun auf Schweißtemperatur wärmen (man kann das schön erkennen, wenn man im Gasfeuer arbeitet, (auf der Oberfläche bilden sich Bläschen, ähnlich wie auf der Oberfläche von frisch eingegossenem Mineralwasser) und
- dann mit präzise geführten Setzschlägen packen, darauf achten, dass jeder Schlag den vorhergehenden leicht überlappt
- mit der Zunderbürste die Oberfläche abbürsten
- wieder auf alle Seiten Borax daraufgeben
- wieder auf Schweißhitze wärmen
- nun mit festeren Schlägen packen und wieder darauf achten, dass jeder Schlag den vorhergehenden leicht überlappt
- das nun entstandene Paket ausrecken
- Breite und Dicke so gut wie möglich schlichten
- einseitig mit dem Abschrotoder Schrothammer der Länge mittig kerben
- auf alle Seiten Borax daraufgeben und zurück ins Feuer
- nun auf Schweißtemperatur wärmen und
- dann mit präzise geführten Setzschlägen packen, darauf achten, dass jeder Schlag den vorhergehenden leicht überlappt
- mit der Zunderbürste die Oberfläche abbürsten
- wieder auf alle Seiten Borax daraufgeben
- wieder auf Schweißhitze wärmen
- nun mit festeren Schlägen packen und wieder darauf achten, dass jeder Schlag den vorhergehenden leicht überlappt
- das nun entstandene Paket ausrecken
- Breite und Dicke so gut wie möglich schlichten
- usw. bis die erwünschte Lagenzahl erreicht ist
- FERTIG
Um zu vermeiden, dass sich zu viele Schweißfehler ins Material einschleichen, kannst Du auch vor jeder neuen Faltung das Material an den zu schweißenden Flächen mit dem Winkelschleifer und einer groben Topfscheibe blankschleifen, dabei aber keine Dellen oder Vertiefungen einschleifen, lieber ganz leicht ballig.
Temperaturen:
Vergiss beim Damast alles was hier zum Thema Quarzsand gesagt wurde, nicht dass es falsch wäre, sondern eher weil dieser Weg nicht für Damast aus Werkzeugstählen bestimmt ist!!!
Werkzeugstähle wie 1.2842 o.ä. schweißen schon bei Temperatuern unter 1000°C! Quarzsand schmiltzt aber erst bei 1700°C, da ist Dein Werkzeugstahl schon lange im Tal der Helden.....
Borax schmilzt bereits ab einer Temperatur von 650°C in seiner anhydriden Form, die ich Dir zum Feuerschweißen ans Herz lege. Anhydridem Borax wurde durch Erhitzen über 400°C sein Kristallwasser-Anteil entzogen, dadurch bläht er sich nicht mehr auf wenn man ihn auf heiße Oberflächen streut, sondern er schmiltzt sofort.
Borax sorgt durch seine Schmelze für Luftabschluß zwischen den einzelnen Lagen und hat durch seine sehr hohe Affinität zu Sauerstoff reduzierende Wirkung auf Metalloberflächen, grob gesagt wird dadurch Metalloxiden wieder der Sauerstoff entzogen. Dies ist der Hauptgrund für die Verwendung von Borax.
Leider ist seit dem 1. Juni 2009 die Abgabe von Borax an Privatpersonen untersagt, da er als fruchtschädigend eingestuft wurde.
Falls Du mehr wissen willst, kontaktiere mich gerne über eine PN, vielleicht kann man ja auch mal telefonieren...
Freddie
I´d rather have a crooked knife than a broken one...
Freddie
www.dermesserschmied.de
www.messerschmiedekurs.info
www.schmiedemarke.de
Freddie
www.dermesserschmied.de
www.messerschmiedekurs.info
www.schmiedemarke.de
Zuletzt bearbeitet: 8. August 2015 um 08:52,
Frithjof Guettler
Re: Klingenspiegel
8. August 2015 um 07:37
Hi Klaus,
dieses Schliffbild ist ein typischer Hohlschliff der heutigen Messerformen, er wird auf der Kontaktrolle des Bandschleifers gemacht.
Dazu benötigst Du einen Bandschleifer mit rund 30 -40 m/s Bandgeschwindigkeit und gute Bandqualitäten. Die Kontaktrolle hat zwischen 100 und 200 mm Durchmesser, jenachdem wie ausgeprägt Du den Hohlschliff machen möchtest. Die Kie Kontaktrolle hat eine gummierte Lauffläche, es gibt weichere und härtere Beläge, welche Dir am besten taugt musst Du ausprobieren.
Um nun ein schönes und auf beiden Seiten ebenmäßiges Aussehen zu erreichen bedarf es einiger Übung, manche kriegen das gleich nach zwei, drei Versuchen auf die Reihe, andere brauchen deutlich länger.
Im industriellen Bereich wird das maschinell durch Roboter erreicht, oder von Hand durch den Einsatz von speziellen Schleifmaschinen.
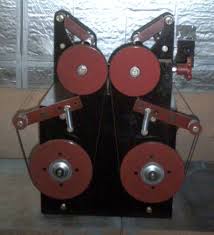
Der Klingenrohling wird mit der Schneide nach unten zwischen den beiden oberen Rollen durchgezogen, so entsteht ein absolut gleichmässiges Schliffbild und man kann eigentlich nichts dran falsch machen. Mit dieser Einrichtung ergibt sich ein perfektes, über die gesamte Schneidenlinie verlaufendes Schliffbild, über alle Kurven und Biegungen der Klinge hinweg.
"Verschleifen kann kan sich eigentlich nicht, da die Klinge auf einer Auflage geführt wird und und die Bänder sich nicht berühren. Erst wird die Kontur geschliffen, dann die Schneidenebene.
Der "normale" Messermacher schleift diesen Schliff wie schon gesagt von Hand auf der Kontaktrolle, erst die eine Seite, dann die andere.
Freddie
dieses Schliffbild ist ein typischer Hohlschliff der heutigen Messerformen, er wird auf der Kontaktrolle des Bandschleifers gemacht.
Dazu benötigst Du einen Bandschleifer mit rund 30 -40 m/s Bandgeschwindigkeit und gute Bandqualitäten. Die Kontaktrolle hat zwischen 100 und 200 mm Durchmesser, jenachdem wie ausgeprägt Du den Hohlschliff machen möchtest. Die Kie Kontaktrolle hat eine gummierte Lauffläche, es gibt weichere und härtere Beläge, welche Dir am besten taugt musst Du ausprobieren.
Um nun ein schönes und auf beiden Seiten ebenmäßiges Aussehen zu erreichen bedarf es einiger Übung, manche kriegen das gleich nach zwei, drei Versuchen auf die Reihe, andere brauchen deutlich länger.
Im industriellen Bereich wird das maschinell durch Roboter erreicht, oder von Hand durch den Einsatz von speziellen Schleifmaschinen.
Der Klingenrohling wird mit der Schneide nach unten zwischen den beiden oberen Rollen durchgezogen, so entsteht ein absolut gleichmässiges Schliffbild und man kann eigentlich nichts dran falsch machen. Mit dieser Einrichtung ergibt sich ein perfektes, über die gesamte Schneidenlinie verlaufendes Schliffbild, über alle Kurven und Biegungen der Klinge hinweg.
"Verschleifen kann kan sich eigentlich nicht, da die Klinge auf einer Auflage geführt wird und und die Bänder sich nicht berühren. Erst wird die Kontur geschliffen, dann die Schneidenebene.
Der "normale" Messermacher schleift diesen Schliff wie schon gesagt von Hand auf der Kontaktrolle, erst die eine Seite, dann die andere.
Freddie
I´d rather have a crooked knife than a broken one...
Freddie
www.dermesserschmied.de
www.messerschmiedekurs.info
www.schmiedemarke.de
Freddie
www.dermesserschmied.de
www.messerschmiedekurs.info
www.schmiedemarke.de
Zuletzt bearbeitet: 8. August 2015 um 07:44,
Frithjof Guettler
Re: Guss bei Exzenterpresse gerissen
17. Februar 2015 um 22:15
´n Abend,
ich weiß nun nicht, ob die Sache mit der Presse noch aktuell ist???
Guss kann man schweissen, aber das Material muss vorher gut angewärmt werden (die genaue Temperatur richtet sich nach der Legierung...), wenn´s einer kann und seine Sache gutmacht, hält die Naht mehr wie das Material nebanan.
Freddie
BTW eine starre Exzenterpresse ist definitv nichts zum Schmieden. hier fehlt genau dieser Sicherheitsaspekt, der schon dafür gesorgt hat, dass sich Deine Presse schon mehrfach festgefahren hat (wie ich aus den anderen Beiiträgen entnommen habe).
Bei einer Exzenterpresse geht der Druck genau am unteren Torpunkt gegen unendlich! Beim Federhammer sorgt das Federpaket und beim Lufthammer das Luftpolster dafür, dass dies hier nicht passiert. Eine Hydraulikpresse kann man aus jedem Punkt sofort und problemlos wieder nach oben fahren (jedenfalls solange das Aggregat läuft )
)
Vielleicht überdenkst Du Dir mal den Einsatz, oder passende Änderungen?
Freddie
ich weiß nun nicht, ob die Sache mit der Presse noch aktuell ist???
Guss kann man schweissen, aber das Material muss vorher gut angewärmt werden (die genaue Temperatur richtet sich nach der Legierung...), wenn´s einer kann und seine Sache gutmacht, hält die Naht mehr wie das Material nebanan.
Freddie
BTW eine starre Exzenterpresse ist definitv nichts zum Schmieden. hier fehlt genau dieser Sicherheitsaspekt, der schon dafür gesorgt hat, dass sich Deine Presse schon mehrfach festgefahren hat (wie ich aus den anderen Beiiträgen entnommen habe).
Bei einer Exzenterpresse geht der Druck genau am unteren Torpunkt gegen unendlich! Beim Federhammer sorgt das Federpaket und beim Lufthammer das Luftpolster dafür, dass dies hier nicht passiert. Eine Hydraulikpresse kann man aus jedem Punkt sofort und problemlos wieder nach oben fahren (jedenfalls solange das Aggregat läuft
)Vielleicht überdenkst Du Dir mal den Einsatz, oder passende Änderungen?
Freddie
I´d rather have a crooked knife than a broken one...
Freddie
www.dermesserschmied.de
www.messerschmiedekurs.info
www.schmiedemarke.de
Freddie
www.dermesserschmied.de
www.messerschmiedekurs.info
www.schmiedemarke.de
Re: Flächenschleifvorrichtung
17. Februar 2015 um 21:41
Gute Idee...
...ich habe diese Variante mit der plan-parallelen Verstellung noch nicht gekannt, das Grundmodell ist ja von Wuertz in USA und schon mehrfach geklont worden.
Wenn man beim Flachschleifen ohne Zustellung so lange schleift, bis es keine Funken mehr gibt, kann man die Genauigkeit problemlos erhöhen, im Profischleiftechnikbereich wirds auch so gemacht. Da bkomme ich sogar mit meiner alten Topf-Flachschleifmaschine eine fast spiegelnde Oberfäche hin.
Freddie
...ich habe diese Variante mit der plan-parallelen Verstellung noch nicht gekannt, das Grundmodell ist ja von Wuertz in USA und schon mehrfach geklont worden.
Wenn man beim Flachschleifen ohne Zustellung so lange schleift, bis es keine Funken mehr gibt, kann man die Genauigkeit problemlos erhöhen, im Profischleiftechnikbereich wirds auch so gemacht. Da bkomme ich sogar mit meiner alten Topf-Flachschleifmaschine eine fast spiegelnde Oberfäche hin.
Freddie
I´d rather have a crooked knife than a broken one...
Freddie
www.dermesserschmied.de
www.messerschmiedekurs.info
www.schmiedemarke.de
Freddie
www.dermesserschmied.de
www.messerschmiedekurs.info
www.schmiedemarke.de
Zuletzt bearbeitet: 19. Februar 2015 um 20:03,
Frithjof Guettler
Re: Reinnickel im Damast ???
14. September 2014 um 20:55
Ich verwende diese Kombination ganz gerne, Ni-Folie mit 0,2 mm und 3 - 4 mm 1.2842. Schweißt sich absolut unproblematisch, zeichnet megagut und bei 200 - 300 Lagen werden die Nickellagen so fein, dass sie bei einem Gebrauchsmesser nicht mal in der Schneide stören! Was ähnliches gibt´s hier:
Allerdings hat diese Klinge nur 52 Lagen. Obwohl sie nur ein Versuch war, ist dieses Messerchen nun seit rund 6 Jahren im täglichen Einsatz und muss da richtig arbeiten: Kunststoffbänder, Kartonagen, jegliche Art von Umverpackungen und bis jetzt noch keinerlei Ausfallerscheinungen, einmal im Jahr ein Schärfservice und Auffrischen der Optik, basta.
Freddie
Allerdings hat diese Klinge nur 52 Lagen. Obwohl sie nur ein Versuch war, ist dieses Messerchen nun seit rund 6 Jahren im täglichen Einsatz und muss da richtig arbeiten: Kunststoffbänder, Kartonagen, jegliche Art von Umverpackungen und bis jetzt noch keinerlei Ausfallerscheinungen, einmal im Jahr ein Schärfservice und Auffrischen der Optik, basta.
Freddie
I´d rather have a crooked knife than a broken one...
Freddie
www.dermesserschmied.de
www.messerschmiedekurs.info
www.schmiedemarke.de
Freddie
www.dermesserschmied.de
www.messerschmiedekurs.info
www.schmiedemarke.de
Re: Drehmechanik...oder so...
16. August 2014 um 15:16
Diese Technik des Verschlusses ist alt, auf die Schnelle hab ich grade eins von Fred Perrin gefunden, guckt ihr hier,
ich bin mir sicher, da gibt´s noch einige mehr.
Google ist Dein Freund....
Freddie
ich bin mir sicher, da gibt´s noch einige mehr.
Google ist Dein Freund....
Freddie
I´d rather have a crooked knife than a broken one...
Freddie
www.dermesserschmied.de
www.messerschmiedekurs.info
www.schmiedemarke.de
Freddie
www.dermesserschmied.de
www.messerschmiedekurs.info
www.schmiedemarke.de
Re: verzinktes Material nutzen?
23. Juli 2014 um 08:02
Der Schmiedekollege in den USA war Jim "Paw-Paw" Wilson
Er hatte unbedachter Weise am 8. Mai 2005 ein paar verzinkte Rohre in seine Gasesse gelegt um den Zink abzubrennen und hat die entstandenen Zinkoxid-Dämpfe unbedacht eingeatmet. Er starb ein paar Tage später, am 13. Mai 2005, an einer durch das Zinkoxid verursachten beidseitigen schweren Lungentzündung!
Ich habe Paw-Paw persönlich gekannt und nicht nur für seine Familie auch für die Schmiedeszene war dies ein großer Verlust!
Das Zinkfieber selbst ist nicht tödlich, kann aber durch zu starke Exposition eben eine Lungenentündung hervorrufen. Wer Genaueres wissen möchte kann sich in einschlägigen Webseiten informieren.
Freddie
Er hatte unbedachter Weise am 8. Mai 2005 ein paar verzinkte Rohre in seine Gasesse gelegt um den Zink abzubrennen und hat die entstandenen Zinkoxid-Dämpfe unbedacht eingeatmet. Er starb ein paar Tage später, am 13. Mai 2005, an einer durch das Zinkoxid verursachten beidseitigen schweren Lungentzündung!
Ich habe Paw-Paw persönlich gekannt und nicht nur für seine Familie auch für die Schmiedeszene war dies ein großer Verlust!
Das Zinkfieber selbst ist nicht tödlich, kann aber durch zu starke Exposition eben eine Lungenentündung hervorrufen. Wer Genaueres wissen möchte kann sich in einschlägigen Webseiten informieren.
Freddie
I´d rather have a crooked knife than a broken one...
Freddie
www.dermesserschmied.de
www.messerschmiedekurs.info
www.schmiedemarke.de
Freddie
www.dermesserschmied.de
www.messerschmiedekurs.info
www.schmiedemarke.de
Re: Ist mein Stahl zum härten geeignet?
23. Juli 2014 um 07:37
Sehr guter Hinweis!
Ich habe in meinen nun doch auch schon rund 27 Jahren Schmiedeerfahrung festgestellt, dass ich für das Material was ich am Anfang meiner Karriere auch vom Schrott geholt habe, leichter vernünftiges und definiertes Material hätte nehmen sollen, da wären meine Fehlschläge deutlich weniger gewesen und ich hätte mehr Erfolg und dadurch mehr Spaß beim Arbeiten gehabt.
Man investiert wertvolle Zeit und andere Resourcen wie Kohle, Gas usw. und hat dann ausser der Hammerübung nichts gewonnen. Wer zweimal das selbe falsch macht, kann es in der gleichen Zeit einmal richtig machen, wenn er sich vorher darüber Gedanken macht und sinnvoll anfängt.
Leider ist es auch oft so, das entscheidenende Fragen zwar gestellt werden, aber die angebotene Lösung nicht angenommen wird.
Gut, gutes Material ist teuer und das vor allem wenn man als Schüler o.ä. einfach knapp dran ist, man kann da schon sparen, aber warum liegt denn z.B. eine Blattfeder auf dem Schrott? In der Regel, weil irgendwas damit nicht mehr in Ordnung war (z.B. gebrochen weil Haarriss durch Überlastung oder Ermüdung). So, nun nimmt man sich so ein Teil mit und macht sich zuhause vielleicht ein Schaukampfschwert daraus. Das Ding kommt gut raus und man "verkauft " das einem Freund. Nun kommt das Schlimmste was passieren kann: bei einer Schaukampfvorführung bricht die Klinge und ein Teil davon fliegt in die Zuschauermenge und trifft dort ein kleines Kind, weil die ja immer ganz vorne stehen um was zu sehen. Weiter möchte ich hier nicht denken....
...versicherungsrechtlich heisst das Folgende dann "Produkthaftung"....
Um dieses Szenario auf ein Minimum zu beschränken, nehme ich da lieber definiertes Material von dem ich weiß, das es in Ordnung ist und habe so schon mal eine große Rückschlag- oder Gefahrenquelle ausgeschaltet.
Sich ein Messer fürs Zelten o.ä. zu machen ist vielleicht noch OK, da wird oder kann nicht viel passieren, aber für mich wäre da die Arbeitszeit zu schade.
Wenn man ein schönes Messer aus einem wirklich nicht geeignetem Material gemacht hat, welches seine Aufgabe nicht erfüllt hat man auch keine Freude daran.
Freddie
Ich habe in meinen nun doch auch schon rund 27 Jahren Schmiedeerfahrung festgestellt, dass ich für das Material was ich am Anfang meiner Karriere auch vom Schrott geholt habe, leichter vernünftiges und definiertes Material hätte nehmen sollen, da wären meine Fehlschläge deutlich weniger gewesen und ich hätte mehr Erfolg und dadurch mehr Spaß beim Arbeiten gehabt.
Man investiert wertvolle Zeit und andere Resourcen wie Kohle, Gas usw. und hat dann ausser der Hammerübung nichts gewonnen. Wer zweimal das selbe falsch macht, kann es in der gleichen Zeit einmal richtig machen, wenn er sich vorher darüber Gedanken macht und sinnvoll anfängt.
Leider ist es auch oft so, das entscheidenende Fragen zwar gestellt werden, aber die angebotene Lösung nicht angenommen wird.
Gut, gutes Material ist teuer und das vor allem wenn man als Schüler o.ä. einfach knapp dran ist, man kann da schon sparen, aber warum liegt denn z.B. eine Blattfeder auf dem Schrott? In der Regel, weil irgendwas damit nicht mehr in Ordnung war (z.B. gebrochen weil Haarriss durch Überlastung oder Ermüdung). So, nun nimmt man sich so ein Teil mit und macht sich zuhause vielleicht ein Schaukampfschwert daraus. Das Ding kommt gut raus und man "verkauft " das einem Freund. Nun kommt das Schlimmste was passieren kann: bei einer Schaukampfvorführung bricht die Klinge und ein Teil davon fliegt in die Zuschauermenge und trifft dort ein kleines Kind, weil die ja immer ganz vorne stehen um was zu sehen. Weiter möchte ich hier nicht denken....
...versicherungsrechtlich heisst das Folgende dann "Produkthaftung"....
Um dieses Szenario auf ein Minimum zu beschränken, nehme ich da lieber definiertes Material von dem ich weiß, das es in Ordnung ist und habe so schon mal eine große Rückschlag- oder Gefahrenquelle ausgeschaltet.
Sich ein Messer fürs Zelten o.ä. zu machen ist vielleicht noch OK, da wird oder kann nicht viel passieren, aber für mich wäre da die Arbeitszeit zu schade.
Wenn man ein schönes Messer aus einem wirklich nicht geeignetem Material gemacht hat, welches seine Aufgabe nicht erfüllt hat man auch keine Freude daran.
Freddie
I´d rather have a crooked knife than a broken one...
Freddie
www.dermesserschmied.de
www.messerschmiedekurs.info
www.schmiedemarke.de
Freddie
www.dermesserschmied.de
www.messerschmiedekurs.info
www.schmiedemarke.de
Zuletzt bearbeitet: 23. Juli 2014 um 07:38,
Frithjof Guettler
Re: Bandschleifer Eigenbau
17. Juli 2014 um 14:22
Hallo Legomeister, (ein realer Vorname wäre mir lieber...)
eine Alternative für gute Lager sind noch bessere Lager und die kosten halt noch mehr.
Wobei sich mir jetzt die Frage auftut, sind 5-8 €uronen schon zu teuer für ein Lager?
Zu Bestellungen aus Amerika gibt es noch anzumerken, dass hier Einfuhr- und Umsatzsteuer fällig wird, sonst gibt´s keine Ware beim Zoll!
Ach ja, wer in USA eine Antriebsrolle in eiunem Shop findet, darf sich nicht durch die sehr günstigen Transportkosten innerhalb USA täuschen lassen, Shipping und Handling, also das Porto aus Amerika nach Deutschland liegt im allgemeinen bei rund 50 - 75 €uronen (!) und das ist dann ziemlich egal wie schwer das Paket ist!
Zu den Umdrehungszahlen bei 2800 Umdrehungen am Antriebsrad bringen rund 10000 Umdrehungen bei 50 mm! Gute Lager sind also mehr wie Pflicht.
Freddie
eine Alternative für gute Lager sind noch bessere Lager und die kosten halt noch mehr.
Wobei sich mir jetzt die Frage auftut, sind 5-8 €uronen schon zu teuer für ein Lager?
Zu Bestellungen aus Amerika gibt es noch anzumerken, dass hier Einfuhr- und Umsatzsteuer fällig wird, sonst gibt´s keine Ware beim Zoll!
Ach ja, wer in USA eine Antriebsrolle in eiunem Shop findet, darf sich nicht durch die sehr günstigen Transportkosten innerhalb USA täuschen lassen, Shipping und Handling, also das Porto aus Amerika nach Deutschland liegt im allgemeinen bei rund 50 - 75 €uronen (!) und das ist dann ziemlich egal wie schwer das Paket ist!
Zu den Umdrehungszahlen bei 2800 Umdrehungen am Antriebsrad bringen rund 10000 Umdrehungen bei 50 mm! Gute Lager sind also mehr wie Pflicht.
Freddie
I´d rather have a crooked knife than a broken one...
Freddie
www.dermesserschmied.de
www.messerschmiedekurs.info
www.schmiedemarke.de
Freddie
www.dermesserschmied.de
www.messerschmiedekurs.info
www.schmiedemarke.de
Re: Fragen eines Erst-Schaustellers
16. Juli 2014 um 19:17
Ich hatte derletzt ein sehr aufschlussreiches Gespräch mit meinem (seit rund 34 Jahren immer noch dem selben!) Versicherungsvertreter. Der ist keiner mit Sicherheit kein Dummschwätzer und auch kein "Ich will Dir da noch was verkaufen"-Typ, was er aber hauptjob-mäßig macht sind Betriebshaftpflichtversicherungen  , hier die Essenz:
, hier die Essenz:
Haftpflicht ist eine Pflicht, aus der keiner, auch nicht mit 10 unterschriebenen Haftungsauschlußerklärungen, rauskommt!
(Wir reden hier nicht von einer Brandblase!)
Kurse geben? Da wird´s noch viel schwieriger, da gibt es dir Form der erweiterten Aufsichtspflicht (oder so ähnlich...) wenn etwas passiert gibt´s auf jedenfall ein Problem.
Von der Versicherungspflicht kann Euch keiner und am allerwenigsten derGeschädigte entbinden. Sprecht doch mal mit einem Betriebsinhaber der ausbildet. Gesetzlich wird ein Wochenend-Kurs genauso gehandhabt wie eine 3-Jährige Lehre.
Fragt mal eure/n Versicherungsvertreter....
Freddie
, hier die Essenz:Haftpflicht ist eine Pflicht, aus der keiner, auch nicht mit 10 unterschriebenen Haftungsauschlußerklärungen, rauskommt!
(Wir reden hier nicht von einer Brandblase!)
Kurse geben? Da wird´s noch viel schwieriger, da gibt es dir Form der erweiterten Aufsichtspflicht (oder so ähnlich...) wenn etwas passiert gibt´s auf jedenfall ein Problem.
Von der Versicherungspflicht kann Euch keiner und am allerwenigsten derGeschädigte entbinden. Sprecht doch mal mit einem Betriebsinhaber der ausbildet. Gesetzlich wird ein Wochenend-Kurs genauso gehandhabt wie eine 3-Jährige Lehre.
Fragt mal eure/n Versicherungsvertreter....
Freddie
I´d rather have a crooked knife than a broken one...
Freddie
www.dermesserschmied.de
www.messerschmiedekurs.info
www.schmiedemarke.de
Freddie
www.dermesserschmied.de
www.messerschmiedekurs.info
www.schmiedemarke.de
Re: Flacheisen Rund schmieden
1. Mai 2014 um 10:41
@ Wolfgang,
prinzipiell hast Du mit der Aussage Recht, aber bei einem Querschnitt von 6 x 25 0der 8 x 35 mm ist das sicher nicht das Problem, es wird an der Schmiedetechnik liegen, wie Jörg schon erklärt hat.
Wichtig ist, in den Schlag genügend Energie zu bringen, damit sich das Material auch in der Mitte des Werkstückes verformt. Hier ist ein schwerer Hammer (1,5 - 2 kg) und genügend Bumms und einem absolut senkrecht ausgeführtem Schlag wichtig. Bei einem leichten Hammer neigt das Material eher dazu aufzupilzen und sich zusammenzufalten.
Vgl. Hundeshagen, Seite 47.
prinzipiell hast Du mit der Aussage Recht, aber bei einem Querschnitt von 6 x 25 0der 8 x 35 mm ist das sicher nicht das Problem, es wird an der Schmiedetechnik liegen, wie Jörg schon erklärt hat.
Wichtig ist, in den Schlag genügend Energie zu bringen, damit sich das Material auch in der Mitte des Werkstückes verformt. Hier ist ein schwerer Hammer (1,5 - 2 kg) und genügend Bumms und einem absolut senkrecht ausgeführtem Schlag wichtig. Bei einem leichten Hammer neigt das Material eher dazu aufzupilzen und sich zusammenzufalten.
Vgl. Hundeshagen, Seite 47.
I´d rather have a crooked knife than a broken one...
Freddie
www.dermesserschmied.de
www.messerschmiedekurs.info
www.schmiedemarke.de
Freddie
www.dermesserschmied.de
www.messerschmiedekurs.info
www.schmiedemarke.de
Re: Kohle wird nicht heiß genug
1. Mai 2014 um 10:33
Prinzipiell ergibt sich für mich bei dem Thema die wichtigste Frage:
Ist es ein Steinkohle-/ Koksfeuer oder ein Holzkohlenfeuer?
Generell gilt jedoch für beide Feuer, dass unter dem Werkstück immer genug Kohle sein sollte und es sollte nicht im Luftstrom liegen!
Freddie
Ist es ein Steinkohle-/ Koksfeuer oder ein Holzkohlenfeuer?
- Bei einem Steinkohlen-/ Koksfeuer kommt die Luft prinzipiell von unten und den Rest hat man hier schon gut erörtert.
- Bei einem Holzkohlenfeuer sollte die Luft von der Seite kommen, dadurch bleibt die Kohle leichter im Esseisen liegen...
Generell gilt jedoch für beide Feuer, dass unter dem Werkstück immer genug Kohle sein sollte und es sollte nicht im Luftstrom liegen!
Freddie
I´d rather have a crooked knife than a broken one...
Freddie
www.dermesserschmied.de
www.messerschmiedekurs.info
www.schmiedemarke.de
Freddie
www.dermesserschmied.de
www.messerschmiedekurs.info
www.schmiedemarke.de
Zuletzt bearbeitet: 1. Mai 2014 um 20:58,
Frithjof Guettler